
These brass collets are used to hold tube electrodes.
Implant Mechanix makes these for in-house use.
These brass collets are used to hold tube electrodes.
Implant Mechanix makes these for in-house use.
This is one of a pair of miniature punches and dies that could only be produced with the EDM process.
Both parts are extremely hard toolsteel ; over 60 Rockwell C.

The button is A-2 toolsteel hardened to 60-62 RC and still needs to be finish ground.
The openings are 0.0209″ wide.

This is the mating punch.
Die clearance is 0.0013″ total and the punches are 0.156″ long.
They were cut by wire EDM cutting an electrode, then sinker EDM cutting the punch profiles and orbiting the electrode to bring the punches to size.

These 304 stainless steel parts are used in anti-snoring appliances.
Implant Mechanix cuts these a few hundred at a time on our new wire EDM machine.
Turning custom screws in small quantities is a significant part of my CNC turning business.
Here is a pair of typical screws I’ve cut.

The screw is turned from 303 stainless steel and is 0.500″ long.
These screws are a bit challenging to turn because they’re so long compared to their small diameter.
Normally they’d be made on a Swiss machine, but the quantities were far too small to justify setting up a Swiss lathe.

These screws are used to mold a thread in a plastic part.
They are experimental; designed to prove out the molding process, so they’re made of free-machining brass.
A total of only 16 of these were made.
Here is a tiny turned roller for a medical device assembly machine.
Only 6 were needed, making this project unattractive for bigger vendors to tackle.

The body of the roller is 4 mm diameter and precision turned on my Prodigy CNC lathe to a 16 micro-inch finish.
The shafts were fitted into a precision wire EDM cut and diamond lapped bore, positioned to length using a 50:1 shadowgraph, and then swaged in place.

Here is a pivot shaft before installation; it’s quite a challenge to handle, and small enough to be lost forever if it’s dropped on the floor. (0.0205” diameter and 0.093” long)
2 pivot shafts, precision ground to length, and installed back-to-back, were used in each roller
The shafts were sourced commercially, and run in jewel bearings with almost zero friction.
The tip geometry is almost impossible to make without special equipment (0.001” radius and 2 micro-inch finish).
It’s also very delicate, even though the pivots are hardened, so sliding commercially available pivots into a machined hub and then swaging them in, became the process of choice to avoid damaging the tips during installation.
Attempts to press them into an undersized bore were unsuccessful.
Here is a mold-build in more detail. The parts are for a dental application and are fairly small; a few grams apiece. The mold is 5″ x 6″ and about 7″ tall. This is a “simple” mold because it is essentially two flat blocks of steel with the proper shapes cut into them into which molten plastic is squirted. There is no complicated mechanical action in this tool other than the ejector system that allows the cooled parts to be pushed free. This is the least expensive style of mold; it is smaller and much simpler than the two-slide mold shown below even though the parts are larger and there are two more cavities in this mold.
This is a fully hardened, high volume production tool. All the cavities were made with sinker and wire EDM so everything was burned after hardening and grinding. The small size of this mold meant that the main mold plates could be made from solid blocks of tool steel…it’s far more common to machine rectangular pockets in the mold set and bolt in smaller tool steel cavity inserts. It’s a lot less work to do it in the solid, but the tool steel gets very expensive in larger blocks.
After the mold was almost finished, the inventor decided on a new color scheme for his parts that required each to be molded separately, and also added a new part to his design that needed to be accommodated in this tool. A valve had to be added to allow a single pair of parts to be molded without filling the other cavities, and two new cavities had to be squeezed in too. This decision added cost…almost a third of the final build price, mostly because the blocks were already hardened and ground by the time of the new decision, and the four original cavities had been burned in and couldn’t be moved without welding and re-burning. All of the preliminary work (like drilling and tapping holes) that could have been done in minutes in the soft steel blocks took hours in the hardened ones. Additional parts also had to be made, and some of the original work had to be scrapped.

This is how a mold starts; a bunch of rough sawcut blocks on the bench. The two upper blocks are the main mold plates which will be hardened. Everything else is 4140 prehard.

I make sinker electrodes from a copper alloy called Telco; I find the graphite usually used for EDM electrodes to be extremely messy to machine. Telco is easy to cut, and makes for easy housekeeping too. The blocks are sawcut from a slab like this one, and are milled and ground to accurate dimensions and mounted into an electrode holder. They are then machined to final shape by milling, turning, wire EDM, and grinding.

All of the mold blocks have been machined, the cooling lines have been drilled, the ejector pin holes drilled and reamed, the pin retaining plate in the foreground has been counterbored for the ejector pin heads, and the bolt and dowel pin holes drilled tapped and reamed. The locating ring seat and knockout holes have also been cut. Sitting on the ejector plate are two prototype parts that will be duplicated in this mold. Notice the absence of mold cavities in the main plates; these will be machined after hardening by EDM machining.

The mold plates looking rather rough after hardening..they will now be surface ground to size and fitted accurately together. In addition, the leader pin bores will be cut together on the wire EDM so they align perfectly, allowing the mold halves to register precisely together. Additionally, the sprue bore that admits the plastic to the mold will be wire EDM cut to a 1/2 degree taper and a very smooth finish…the hemispherical recess that the extruder nozzle presses against has already been machined before hardening.

Here is the first of many electrodes; 22 in total to rough and finish burn all the cavities. Some cavities required as many as three roughing and three finishing electrodes. The holder is a precision vise that can be mounted very repeatably to either the milling machine table or to the EDM ram allowing me to preserve the origin position so I can just load the part into the machine and run the program to either cut it or burn with it.

The first cavity rough burned into the cold side mold plate. A second electrode will be used to clean up the sharp corners which tend to be eroded first from the electrodes. Notice the rough texture…this part needs to be rough, and sinker EDM is the perfect way to create the required texture.

On the left and right sides are a pair of cavities that needed 3 different electrodes. This was done to make the electrodes simpler to fabricate. The electrode blank was made big enough for all three trodes, the first was cut and used, then it was milled away, and the next electrode was cut on the same block using the same origin so the individual burns would align properly.
Here is the first electrode after it’s been used. Actually, this shape was cut 4 times. it made one roughing burn, then it was re-cut and made the first finishing burn. It was then re-used for the next roughing burn, then re-cut again etc etc until all 4 cavities were burned.

Here is the trode for the second burn.

And here is the last trode of the three. As before, each electrode was used for a pair of burns; a finishing burn on a previously roughed cavity while it was unworn, and then again to rough out the next cavity detail. Then it was milled away, and a new electrode cut on the copper blank. By the way, this copper blank measures 0.950″ wide and 0.165″ thick.

This was the original plan for the mold…all cavities were to be filled in a single shot. The yellow part is the runner system that feeds plastic into the cavities, modeled in Solidworks. This plan had to be abandoned when the inventor decided to mold the parts in different colours. This meant putting a directional valve into the runner system so a pair of cavities could be filled independently of the other pair. The inventor also had an inspiration late in the design cycle that resulted in a whole new part. This was the only mold that could accommodate the new part, so we decided to crowd it in.

This is the new cavity layout seen from above. It’s a lot more crowded than I’d normally design, but it works just fine. The two new cavities are an awkward shape. They are very thin; only 0.030″ and parallel sided with no draft at all. This means normal ejector pins cannot be used to push these parts from the cavities. A decision was made to use custom profiled ejector blades wire EDM cut from A2 tool steel. This allowed me to also wire EDM the cavities right through the cold side mold plate, so I could capitalize on the very fine finish a wire EDM is capable of.

The first task is to get a start hole through the hardened mold plate. Normally a specialized EDM called a “Hole Popper” is used for this…I chose to do it on the sinker EDM with a Rotobore attachment and a hollow copper electrode. Once this step was complete, the plate was mounted to the wire EDM and the cavities wirecut to shape.

While the start holes were burning on the sinker, the wire EDM was used to cut the ejector blades and the blade heads. The finished blades were used as gauges to size the cavities, ensuring that the proper clearance for venting was maintained (0.0003″ per side). Once I could just force a blade into the cavity, I programmed a final skim cut for my clearance and called it good. The heads were pinned to the blades using tapered pins; one of them is quite prominently visible in the photo.

The vent pins used to eliminate air entrapment on a tiny feature in the hotside were also cut on the wire EDM using the rotary axis. They have features that are hard to make any other way. They have 24 flats around the periphery and the skinny end is nominally 0.0393″ diameter (1.0 mm). The flats create 0.0002″ air gaps between the pin and the wall of its mating hole…enough to let the air out but not let the molten plastic out. There are also big flats and crisscross grooves cut into the pin body and head for the same purpose.

The work on the sprue had to be scrapped to enable a valve to be made. A sprue bushing was installed and made rotatable so the molder could select the orientation. A capscrew locks the bushing in place. Here’s how to tap a hole if your block is already hardened. A start hole is drilled with a carbide drill, then a custom electrode is dropped into the hole and orbited out to diameter on the sinker EDM. The hemispherical recess in the background will be wire EDM cut away in the next operation to make room for the sprue bushing.

The sprue bushing was made with a 5 degree tapered body to enable it to mate and seal against the cold side of the mold. (There is a step in the parting line that forced me to make this elaborate feature). Here, the recess in the cold side is sinker EDM cut to fit the tip of the sprue bushing perfectly. The sinker is capable of very accurate material removal; I can orbit out in 0.0001″ increments until the fit is perfect. The electrode is also made to rotate while burning so the recess is burned perfectly conical.

Here is the finished hotside. You can see the tip of the sprue bushing oriented to fill the two biggest cavities. Also visible is the step in the parting line that made fitting this valve so elaborate. The sprue bushing is custom made because I needed a smaller sprue taper than is commercially available.

And the finished coldside. I’ve pushed the ejector system forward so you can see how it works. A detail not readily apparent, is the way the parts are held onto the coldside so the pins can push them free. There are little undercuts strategically placed in the coldside cavities to accomplish this, and the hotside cavities are polished to make the parts release from them easily. A sticking part on the hotside is a disaster waiting to happen, often resulting in a squashed part and a wrecked mold. If you look closely you can also see the venting system machined into the parting line. This allows air to be purged from the mold as the plastic is introduced.

The finished mold on the bench and ready for testing.
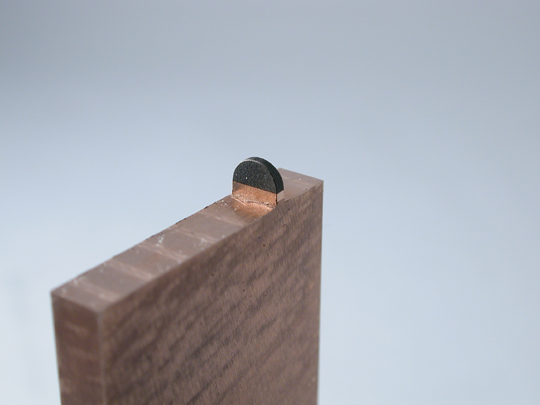
This plastic part had a problem with localized flashing at the parting line, making it difficult to assemble to its mating part. A tiny nick on the parting line of the mold cavity was the source of the problem. The welded repair needed to be very delicate so it could be re-finished by hand without needing to go back into the EDM machine for re-burning.

1. THE PLASTIC PART: This tiny flash was all it took to mess up the assembly.

2. THE DEFECT IN THE MOLD CAVITY: The cavity is P20 Hi- Hard mold steel and the ding is circled in blue and red. Also visible laying across the penny is a bit of welding wire 0.005″ in diameter (about the thickness of a human hair). Welding wire in this size is very difficult to handle; it’s so fine you can’t feel it with your fingers. I have a special technique for managing wire this small: I use microsurgical needle drivers left over from my days as a dentist to hang onto it…that’s what caused the nicks you can see along its length.

3. THE REPAIRED DEFECT: The challenge with these very tiny welds is not to burn away the corners of the cavity with the welding pulse, and to place the tiny, wiggly welding wire in the proper spot without blowing it out of position with the shielding gas. It takes a lot of practice to do this with confidence…I used up a good half of my 0.005″ wire stock just learning how to handle it, and I can’t have coffee before doing this class of repair welding.

4. THE INSERT ON THE BENCH READY FOR FINISHING: All that’s needed now is a couple of minutes with a ruby stone and the mold can go back together.
Shown are 2 shots of a micro sized medical part in 17-4 PH stainless steel. The part is micro drilled, wire EDM cut and the cut-off stub is hand finished. The part is tiny: it is 0.050″ (1.25mm) long and 0.030″ (0.75mm) wide. The wall thickness is 0.004″ (0.1mm) at the thick points and the part is accurate to within 0.0003″. It was a challenge to cut this tiny part, mostly because of the difficulty in not losing or destroying it when it was cut off from its stem.
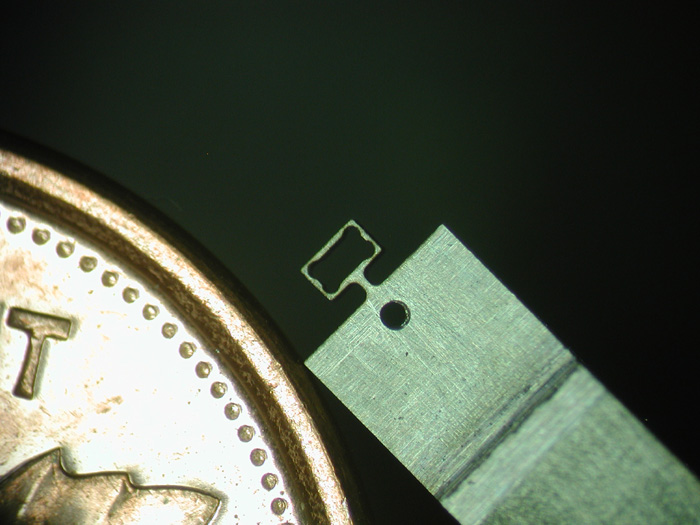
The part still in the EDM worktank and attached by a tiny stem to the material blank. The 0.015″ start hole for the next part is also visible. The stem is 0.005″ wide

The finished, hand dressed part. Parts this small are hard to hang on to and stabilise for hand finishing. This is microscope and tweezer work, and a minor mis-step with the tweezers means you’ll never find your part again! On the right side of the shot you can see the ruby file and diamond file used to dress off the cutoff vestige from the wire EDM process. The part is the tiny black rectangle just to the left of the penny. (Click the thumbnail to enlarge it)

Here is a milled aluminum buckle still attached to the blank it was machined from. If you look closely, you can see both striations and faceting on the surfaces from the cutter. The striations come from the “stepover”; the amount the ball nosed cutter is moved over for each successive traverse across the part. The faceting comes from approximating the curve of each traverse by moving the cutter in thousands of tiny straight line moves. Both of these parameters can be set during programming. A smoother less faceted surface comes at the expense of longer cutting time so a compromise is chosen depending on the needs of the customer. This part was cut with a 0.0938″ diameter ballcutter with a stepover of 0.005″ and approximates the curve within 0.001″. The cuts required 1/2 hour run time per side including picking out the corners with a smaller cutter.
Quality and tooling cost are a subject I’m asked to comment on frequently, particularly with the decline of North American manufacturing and the rise of overseas manufacturing to take its place. As with all things, there are tradeoffs to be made, particularly since it’s quite difficult to be assured of quality tooling when it’s commissioned from far away.
That still means your best hope for success is to commission North American tooling, unless you can find a vendor to partner with, who has lots of experience overseeing its tooling procurement from abroad and can help you pick sensible circumstances under which you can benefit from the cost advantage. Only a seasoned molding company can do this reliably: we’ve partnered with a very well-regarded, quality conscious Vancouver company, and have them commission tooling abroad whenever it’s the best way to meet our customers needs. However, all of our logistically complex projects are tooled in-house to mitigate the problems of long supply chains, intellectual property protection and uncertain communication.
Quality is not cheap, and there are plenty of competitors who offer extremely inexpensive tooling and like to pretend that it’s just as good as a quality tool and can give you what you need. That’s not quite true if your needs are more sophisticated than the roughest of plastic parts and if you can’t accept production delays from tool breakdown.
I’ve shown a few shots of some typical problems that have crossed my desk over the years and are worth thinking about when you’re setting tooling goals and budgets, as well as when you’re choosing a tooling and molding vendor.

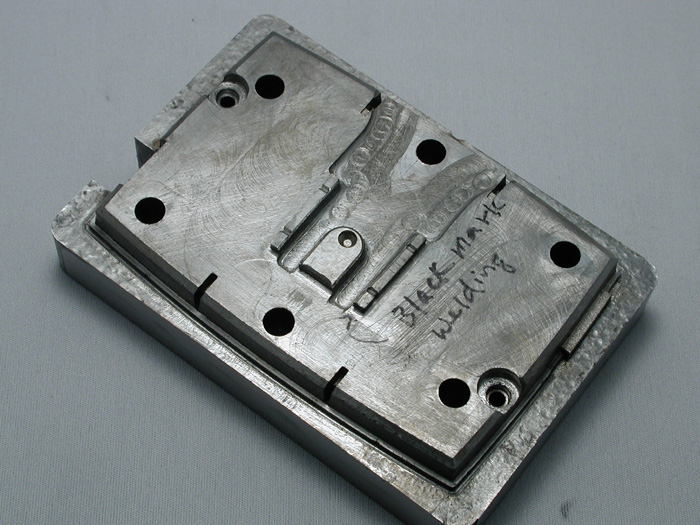
Here is an example of two mold components, one made to a low standard out of soft steel; one of hardened toolsteel and built to a high standard. Each has run many tens of thousands of parts, and the difference in condition is remarkable. The upper slide is good for many more parts, whereas the lower slide is about ready to be junked along with the rest of the tool. Each served its purpose adequately, but many unscheduled repairs with resulting production losses occurred with the low quality tool.

Sometimes the construction quality just can’t compensate for sloppy handling: here is a mold core I built, that was ruined in a very short time by allowing drool from the injection nozzle onto the parting line until the core was so squashed that the part would no longer release from the mold. Less than 5000 shots destroyed this core.

Here is a shot of the hotside ejector box and the sprue bushing on the same mold after less than 6 months of service. Needless to say, the customer was furious, at the extensive damage to this $30,000.00 tool. The message is pretty obvious: a quality molder will protect your investment, and save you money in the end. Our molding partner produces first-class quality work and will look after your investment properly.
Here’s an example of a poorly made mold component that’s been abused as well. This is typical of low cost molders, whose relentless focus on their short term bottom line motivates workmanship of this quality. Of course, it must be said that they do create successful, “good enough” parts from this tool, so if your requirements can be met with this business approach, it’s a perfectly valid one. Just don’t come to me for this kind of tooling!!

Here’s a detail shot of the core, showing how rough the construction is and how badly it was damaged in use. The arrow points to a shutoff that was squashed to the point that the tool became non-functional. The tool shows evidence of never having been properly fitted together when it was made; it was simply rough machined and then mashed together in the molding press.
© 2026 IMPLANT MECHANIX
Recent Comments