Quality and tooling cost are a subject I’m asked to comment on frequently, particularly with the decline of North American manufacturing and the rise of overseas manufacturing to take its place. As with all things, there are tradeoffs to be made, particularly since it’s quite difficult to be assured of quality tooling when it’s commissioned from far away.
That still means your best hope for success is to commission North American tooling, unless you can find a vendor to partner with, who has lots of experience overseeing its tooling procurement from abroad and can help you pick sensible circumstances under which you can benefit from the cost advantage. Only a seasoned molding company can do this reliably: we’ve partnered with a very well-regarded, quality conscious Vancouver company, and have them commission tooling abroad whenever it’s the best way to meet our customers needs. However, all of our logistically complex projects are tooled in-house to mitigate the problems of long supply chains, intellectual property protection and uncertain communication.
Quality is not cheap, and there are plenty of competitors who offer extremely inexpensive tooling and like to pretend that it’s just as good as a quality tool and can give you what you need. That’s not quite true if your needs are more sophisticated than the roughest of plastic parts and if you can’t accept production delays from tool breakdown.
I’ve shown a few shots of some typical problems that have crossed my desk over the years and are worth thinking about when you’re setting tooling goals and budgets, as well as when you’re choosing a tooling and molding vendor.
Here is an example of two mold components, one made to a low standard out of soft steel; one of hardened toolsteel and built to a high standard. Each has run many tens of thousands of parts, and the difference in condition is remarkable. The upper slide is good for many more parts, whereas the lower slide is about ready to be junked along with the rest of the tool. Each served its purpose adequately, but many unscheduled repairs with resulting production losses occurred with the low quality tool.
Sometimes the construction quality just can’t compensate for sloppy handling: here is a mold core I built, that was ruined in a very short time by allowing drool from the injection nozzle onto the parting line until the core was so squashed that the part would no longer release from the mold. Less than 5000 shots destroyed this core.
Here is a shot of the hotside ejector box and the sprue bushing on the same mold after less than 6 months of service. Needless to say, the customer was furious, at the extensive damage to this $30,000.00 tool. The message is pretty obvious: a quality molder will protect your investment, and save you money in the end. Our molding partner produces first-class quality work and will look after your investment properly.
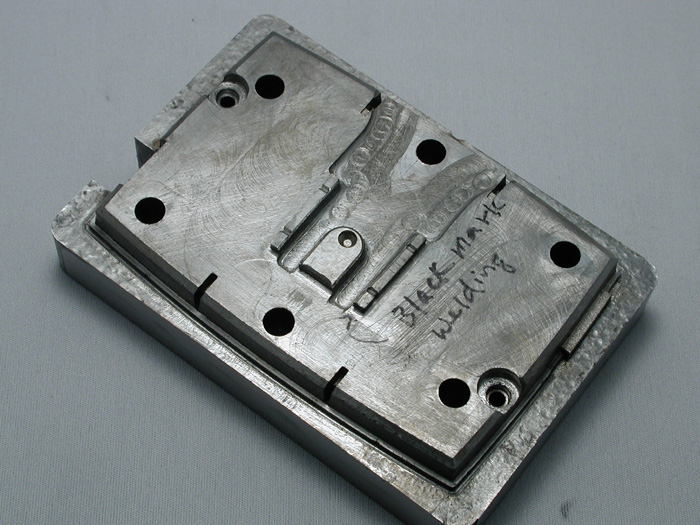
Here’s an example of a poorly made mold component that’s been abused as well. This is typical of low cost molders, whose relentless focus on their short term bottom line motivates workmanship of this quality. Of course, it must be said that they do create successful, “good enough” parts from this tool, so if your requirements can be met with this business approach, it’s a perfectly valid one. Just don’t come to me for this kind of tooling!!
Here’s a detail shot of the core, showing how rough the construction is and how badly it was damaged in use. The arrow points to a shutoff that was squashed to the point that the tool became non-functional. The tool shows evidence of never having been properly fitted together when it was made; it was simply rough machined and then mashed together in the molding press.


















Recent Comments