
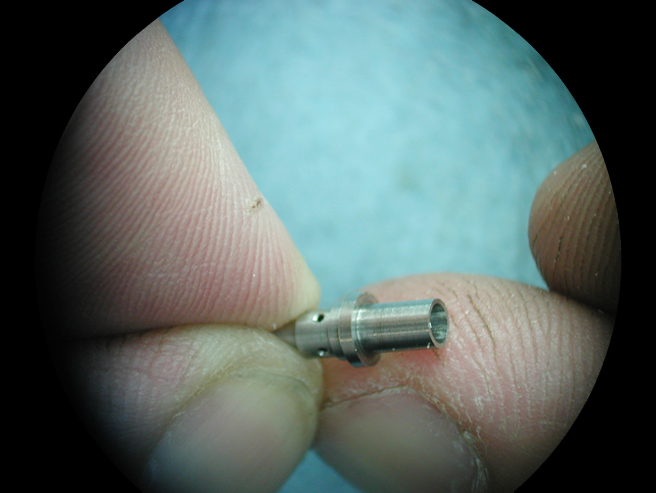
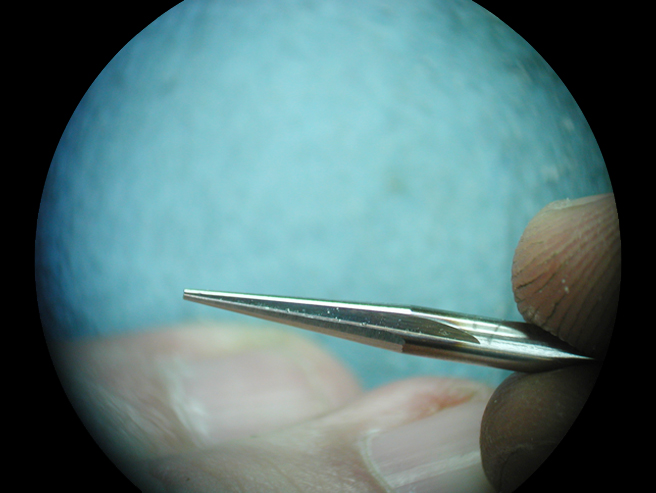
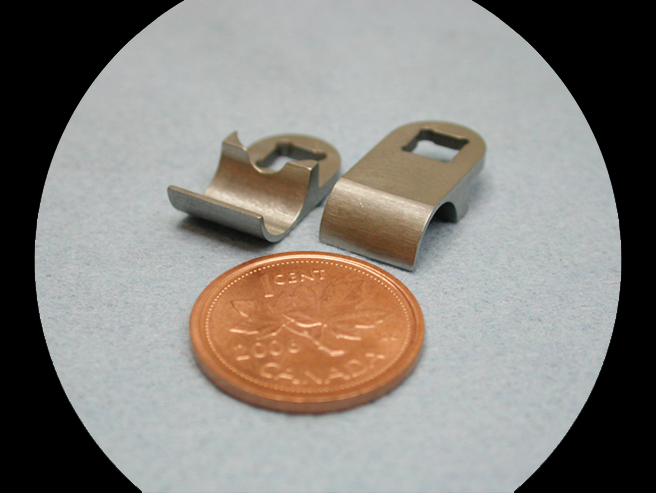
Here is a tiny prototype bevel gear for the surgical screwdriver featured on the homepage. It is hardened 17-4 PH stainless steel and is ¼” diameter (about 6.5mm).It was completely fabricated in-house, including CNC turning, broaching, and CNC sinker EDM on the teeth.
200 of these parts were initially run in our plant: the part is now made in a metal injection mold built by Implant Mechanix Inc.










Recent Comments